

Устройства обработки коронным разрядом для нанесения покрытий
Vetaphone Corona для линий нанесения покрытия

Устройство обработки коронным разрядом для производителей этикеток
Vetaphone для производителей этикеток

Устройство обработки коронным разрядом для конвертинга
Устройство обработки коронным разрядом для конвертинга
Сложность нанесения текстов и графических изображений на пластиковые поверхности общеизвестна. Например, если попробовать написать что-нибудь ручкой на пластиковом пакете, можно увидеть, что чернила не ложатся на поверхность. Причиной является специфическая структура пластика, отличающегося плохой адгезией. Решением проблемы служит обработка коронным разрядом.
Что такое обработка коронным разрядом
Пластик является синтетическим материалом, который состоит из длинных однородных молекулярных цепей, образующих прочный и однородный продукт. Цепи молекул, как правило, стыкуются друг с другом и формируют еще более длинные цепи, оставляя лишь несколько открытых концов цепей, а следовательно, небольшое число точек сцепления с поверхностью. Именно малое количество точек сцепления вызывает низкую адгезию и смачиваемость, что становится проблемой в процессе обработки. Высокочастотный разряд обеспечивает более эффективный и регулируемый способ повышения адгезии и смачиваемости поверхности пластика.
Во время обработки коронным разрядом электроны проникают в поверхность пластика и разрывают длинные цепи молекул, что создает множество открытых концов цепей и свободных валентностей. Озон в электрическом разряде проникает в обрабатываемую поверхность, что в свою очередь формирует новые карбонильные группы с более высокой поверхностной энергией. Результатом является улучшение химического соединения(дин/см) между молекулами пластика и наносимых материалов/жидкостей.
Важно, что данная поверхностная обработка не снижает и не изменяет ни прочность подложки, ни внешний вид материала. Коронная обработка затрагивает только цепи молекул, диаметр которых составляет 0,00001 микрон.
Как избежать проблем с адгезией
Коронная обработка – это подача высокочастотного разряда, увеличивающего адгезию поверхности пластика. Степень адгезии в первую очередь зависит от химической природы жидкости и подложки и определяется соотношением между поверхностной энергией жидкости и подложки. В общем, материал легко подвергается окрашиванию, если его поверхностная энергия, выраженная в дин/см, больше, чем поверхностная энергия жидкости. Если это не так, то возникают проблемы адгезии. На графике ниже показан базовый уровень дин материала и требуемый уровень дин для различных нанесений.
Предварительная обработка в процессе коронирования необходима, чтобы получить достаточную смачиваемость и адгезию на поверхности полимерной пленки или металлической фольги перед печатью, ламинированием или нанесением покрытия. Коронное разрядное устройство используется для оптимизации смачиваемости и адгезии и является как высокоэффективным, так и экономически выгодным, поскольку может быть встроено в производственную линию.
Определение уровня обработки
Эффективность коронной обработки зависит от конкретного используемого материала. Материалы имеют различные характеристики и различные количества примесей и добавок, которые определяют результат обработки коронным разрядом. В отношении материалов, которые могут быть обработаны коронным разрядом, нет никаких ограничений, но требуемая интенсивность обработки, измеряемая в Вт/мин/м2, может варьироваться в широких пределах.
Уровень воздействия коронным разрядом может быть вычислен с помощью следующей формулы:
P = TxSxWxМ,
где P – общая требуемая мощность(Вт),
T – количество поверхностей, подвергаемых обработке(одна/две),
S – скорость технологической линии(м/мин),
W – ширина пленки(м),
M – коэффициент материала(Вт/мин/м2).
Точное значение лучше всего определяется с помощью испытаний образца фактической пленки, которая используется для конкретного нанесения.
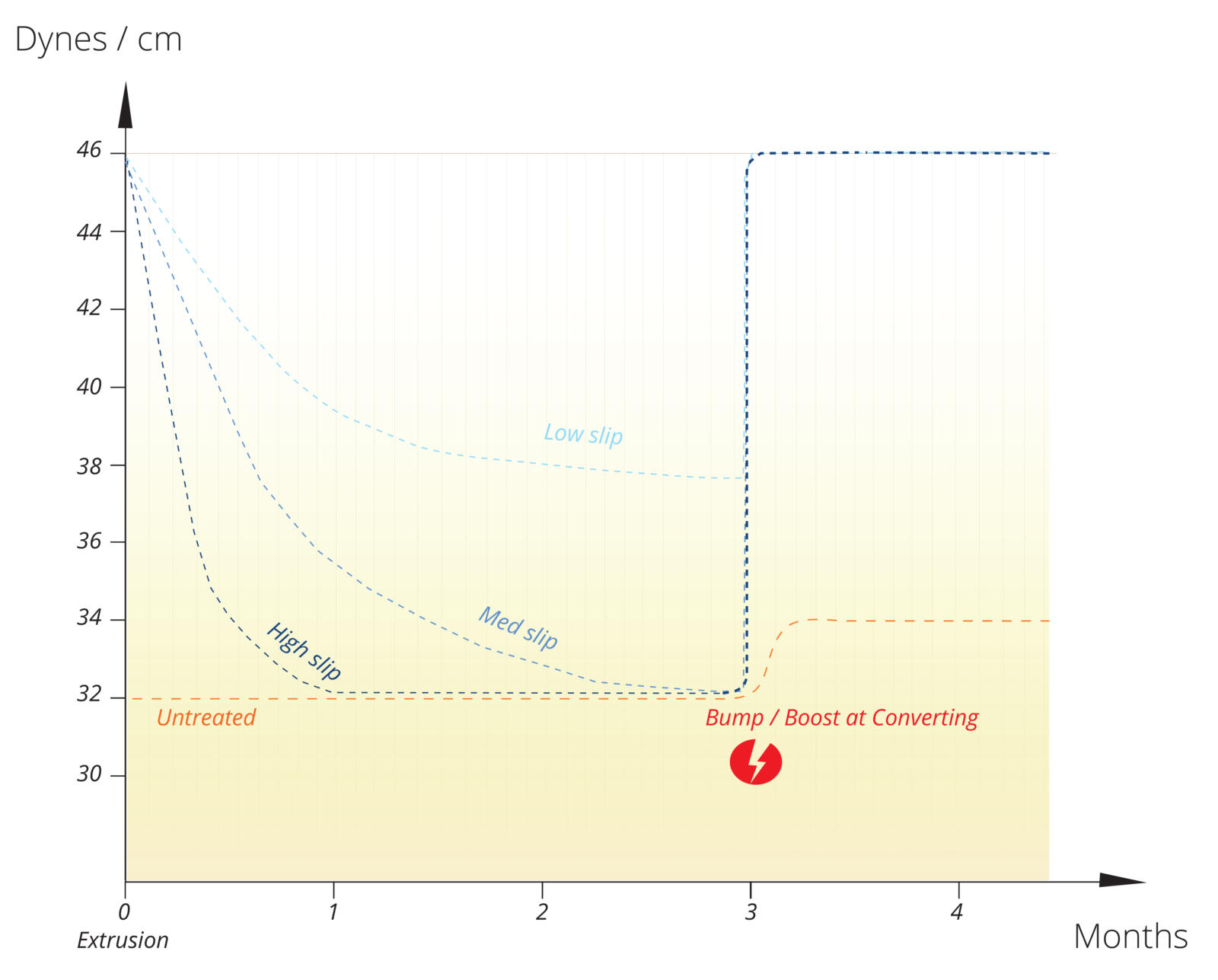
Износостойкость
Со временем полученный уровень дин может снижаться, и может понадобиться повторная коронная обработка материала непосредственно перед использованием. Если материал содержит примеси, уровень дин падает быстрее, и более толстые и старые запасы полимерной пленки сложнее обрабатывать, так как антифрикционные добавки могут переместиться на поверхность.
Условия хранения и температура тоже могут влиять на эффективность обработки коронным разрядом. Также чем выше количество антифрикционных добавок, тем быстрее материал подвергается разрушению.
Кроме того, было доказано, что некоторые пленки с очень высоким содержанием антифрикционных добавок, например более 1200 частей на миллион(ppm), могут стать полностью устойчивыми к печати спустя всего 24 ч после обработки и может возникнуть необходимость подвергнуть пленки дальнейшему технологическому процессу сразу же после коронной обработки либо совместить процесс обработки с процессом печати.
С материалом, который не подвергся экструзии, могут возникнуть сложности при его дальнейшей обработке. Поэтому оптимальным вариантом является коронная обработка сразу после экструзии и, если необходимо, восстановительная обработка впоследствии, непосредственно перед нанесением жидкости или других материалов на поверхность.
Несмотря на то что научная сторона обработки коронным разрядом для большинства не столь важна, никто не отрицает ее действенность и выгодность. Рыночная доля компании Vetaphone в данном секторе составляет 80%. В планах компании стоит дальнейшее расширение бизнеса на рынке гибкой упаковки.

